What Is Continuous Manufacturing? Impact On Pharma Industry
What Is Continuous Manufacturing? Impact On Pharma Industry
Over the past few years, diverse geopolitical upheavals have been shaking the world of pharma production. At the same time, fast-evolving technology based on interconnectivity, big data, and artificial intelligence supports advanced solutions even in highly regulated industries.
In this changing landscape, continuous manufacturing can significantly enhance the pharmaceutical supply chain on a global level, enabling organizations to optimize their operations and scale efficiently.
What Is Continuous Manufacturing?
Continuous Manufacturing (CM), or Continuous Flow Manufacturing (CFM), is a production method that operates in a continuous material flow rather than discrete batches. Unlike traditional batch manufacturing, producing set quantities with sequential processing and testing across multiple stages and unit operations, CM has raw materials continuously entering the system at one end and finished products discharging at the other end.
In short, continuous process manufacturing integrates multiple unit operations into a continuous, connected flow. It thus significantly reduces intermediate hold times and production gaps and can reduce manufacturing timelines from months to just days.
Continuous Production Is Not New
True, it has been used for years for high-volume production of goods that don’t require customization, for example, oil refineries, metal smelting, or even paper. It’s also the only production method suitable for vital operations, such as water treatment.
Today, however, continuous manufacturing is increasingly applicable to complex and highly regulated industries such as pharma and biopharma, enabled by advances in process analytical technology (PAT), automation, and digital manufacturing platforms such as AI-driven MES platforms with predictive analytics and maintenance capabilities.
Because continuous manufacturing integrates all operations into a seamless, end-to-end process, it is particularly well-suited for pharmaceutical processes that require high repeatability and consistency.
Advancing To PCM - Pharmaceutical Continuous Manufacturing
Although batch production is a proven manufacturing method, the transitions between steps are often slow and inefficient. In fact, some of these disparate manufacturing processes are often rendered across facilities and across the world.
For pharma, a major structural challenge is the global sourcing of APIs (Active Pharmaceutical Ingredients), often far from the final drug manufacturing location, which can contribute to supply chain disruptions, as seen during the pandemic. In response, governments — particularly in the U.S. — have increased support for advanced and domestic manufacturing initiatives, including pharmaceutical continuous manufacturing (PCM), to strengthen supply resilience.
Currently, pharmaceutical continuous manufacturing is used for approx. 15 FDA-approved drug products, while the PCM global market size is projected to grow from $2.47 billion in 2024 to $2.72 billion in 2025 and to $4.15 billion in 2029 at an impressive CAGR of 11.2%.
In this evolving landscape, an increasing number of pharma companies consider moving from batch manufacturing models to semi-batch or full PCM for some of their products. And for a good reason.
From Batch To Continuous Manufacturing
More than streamlining the sourcing of APIs, continuous manufacturing systems help optimize various processes of the traditional batch production, where processing occurs in discrete stages with intermediate holds and transfers.
This granular approach often results in long hold times with materials sitting in storage awaiting quality testing and transfer to the next step, or equipment being paused between batches.
The result is extended manufacturing cycles, suboptimal resource utilization, and often, market shortages, and revenue loss.
In contrast, with PCM, you are putting in your raw materials, and at the same time, at the other end, you’re harvesting your output. This continuous flow of materials reduces intermediate storage, transfers, and idle time.
Moreover, as USP Senior Principal Scientist, Atul Dubly emphasizes, with PCM, “you have a lot of flexibility because you have a lot of quality checks that are happening in line or on line, so you have the opportunity to course correct during the manufacturing process.”
Regulatory Frameworks Favor Advanced Manufacturing & Continuous Processes In Pharma Production
As continuous manufacturing evolves, regulatory bodies worldwide are adapting frameworks to support its implementation in pharmaceutical production.
The FDA has issued guidance on advanced manufacturing and continues to clarify how existing GMP requirements — such as 21 CFR 211.110 on in-process controls — apply to continuous manufacturing, including the use of process analytical technology (PAT), process models, and real-time monitoring approaches.
Similarly, the WHO is drafting a PCM guideline in an effort to provide a global framework for pharmaceutical manufacturers and regulatory authorities.
How Can Process Plants Make the Most of Continuous Manufacturing – Benefits for Pharma Production
The shift to continuous manufacturing offers a multitude of benefits for pharmaceutical production:
Enhanced Productivity & Efficiency
CM enables high product output in a shorter timeframe by operating production lines around the clock. For example, in biomanufacturing, continuous processing maintains stable conditions within the bioreactor, providing a constant supply of fresh nutrients and continual removal of waste, which leads to higher cell densities and extended growth phases, in contrast with the batch approach.
Improved Product Quality
CM’s continuous nature allows for better process control and real-time monitoring, resulting in enhanced product quality and consistency.
As Scott Krull, a chemical engineer at the FDA Office of Pharmaceutical Quality, highlighted, “Continuous manufacturing can produce higher quality medicine, facilitating six-sigma operation where no more than 3.4 defects occur per million opportunities”. This precision drastically reduces defects and product degradation.
Cost Savings & Sustainability
By leveraging continuous processes, pharmaceutical companies can achieve comparable production rates with smaller, more efficient equipment, reducing the manufacturing footprint and operational expenses.
As Dr. Krull states, certain pharma organizations have reported a 50% reduction in operating costs, a 33% reduction in waste, and an 80% reduction in manufacturing and testing cycle time.
Flexibility & Scalability
In continuous manufacturing, batch sizes can be adjusted by modifying process runtime or material flow rates. As a result, production can take place in smaller, modular facilities, ready to respond to market demand fluctuations.
From a logistical standpoint, such adaptability is particularly valuable for scaling up production rapidly in response to emergencies or market opportunities.
The capabilities of advanced pharma manufacturing are quite impressive. For example, the Novartis-MIT Center for Continuous Manufacturing developed a pilot plant that could convert raw materials into tablets in just 2 days! This is a significant leap from the 200 days typically needed with traditional batch processing.
The Future Of PCM
Despite all these benefits, the future of the pharmaceutical industry will most likely be shaped around a hybrid approach of continuous, batch, and semi-batch production models.
Even though advanced pharma processes will inevitably become more popular, PCM isn’t for everything, and “it won’t need to be,” experts claim. “Batch manufacturing is very appropriate for some uses and PCM in others.”
Accelerate ROI by digitizing your manufacturing with Vimachem MES.
How Cutting-Edge Pharma Technology Supports PCM
The digital transformation driven by Industry 4.0 technologies is core to maximizing the potential of continuous manufacturing.
Industrial Internet of Things (IIoT) and AI enable the connection of diverse equipment under integrated digital manufacturing platforms such as MES, automating and unifying data collection in real-time. Along with Machine Learning (ML) algorithms, modern platforms can analyze vast volumes of data to identify patterns, predict issues, and propose immediate solutions for troubleshooting.
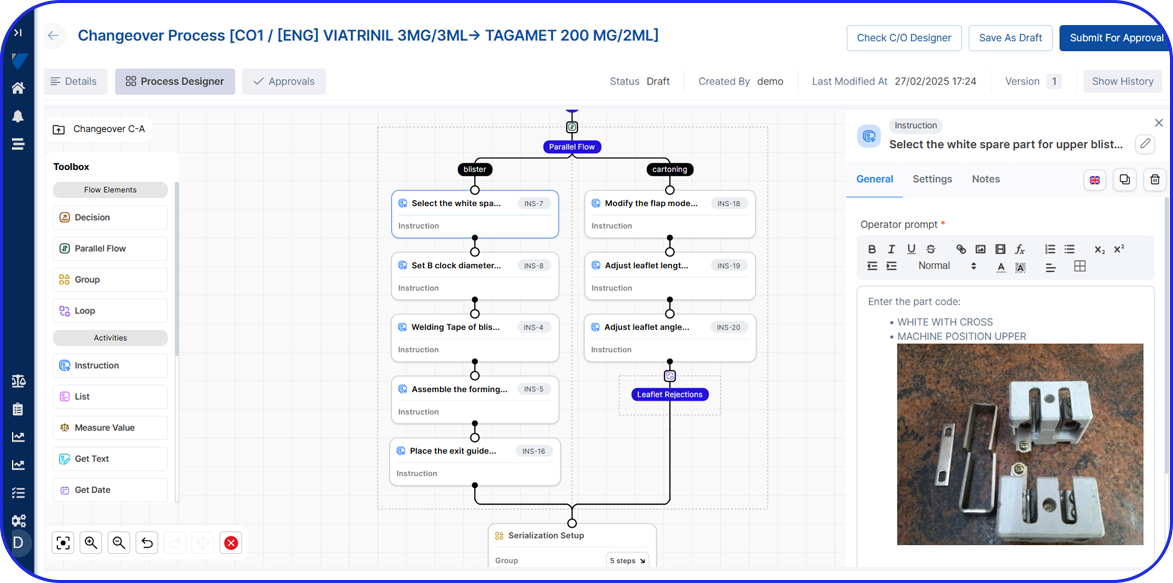
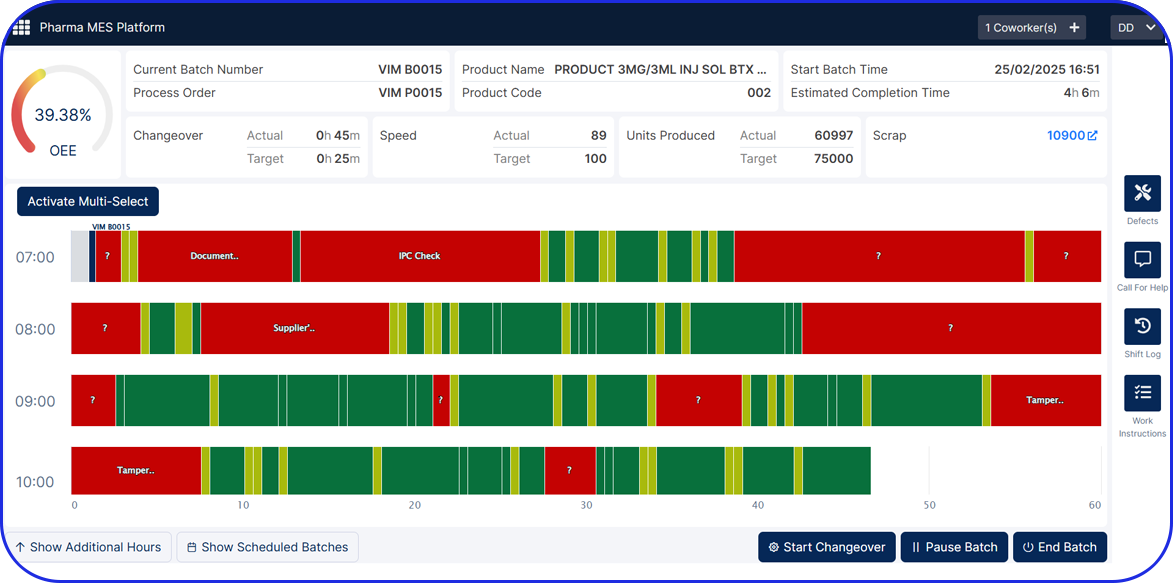
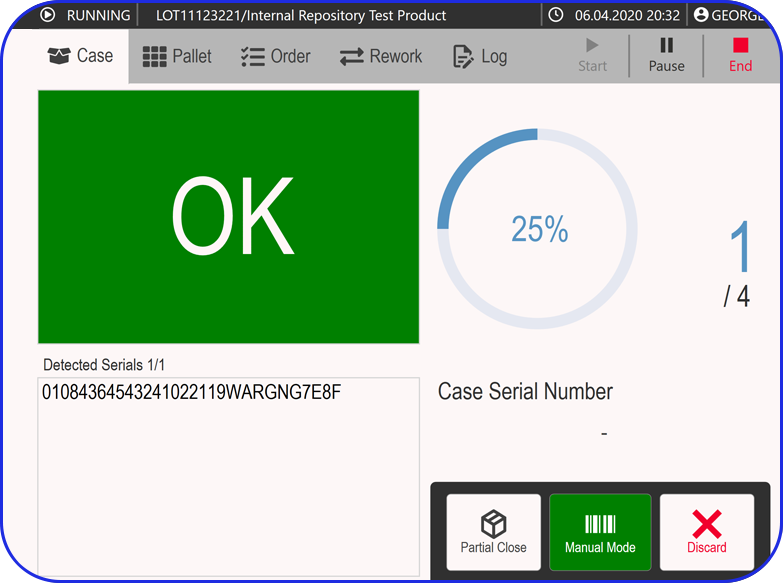
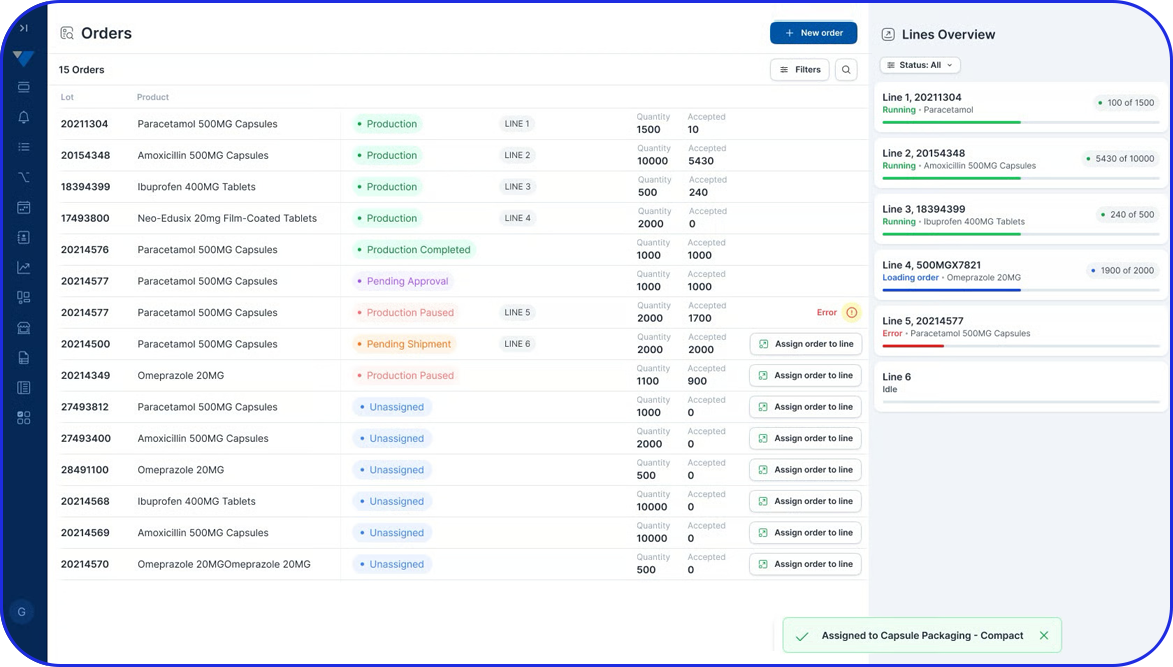
Vimachem’s Pharma MES leverages these technologies to deliver meaningful and actionable information across the factory.
More than that, it enables real-time process visibility, integrated monitoring across unit operations, and advanced analytics that support stable flow, rapid detection of deviations, and continuous process optimization.
Integrating real-time data from various processes with ERP, QMS, and LIMS, Vimachem solutions support pharma and biopharma organizations transition to the future of pharmaceutical manufacturing with confidence.
// Want to learn more?