Pharma 4.0
Practical Guide To A Successful Digital Transition
This guide will go through the basic philosophy of the Pharma 4.0 initiative, describe its elements and enablers, and break down all cornerstone aspects and benefits. And most importantly, we will show you – in clear and practical steps – how your company can securely implement a successful Pharma 4.0 digital transition.

// Definition
What Is Pharma 4.0?
Since 2015, a special group of pharmaceutical process analysts and engineers has been operating inside the non-profit organization of the International Society for Pharmaceutical Engineering. It was named the ISPE Pharma 4.0™ Special Interest Group (SIG). Its goal is to provide a road map for new challenges of digitalization, Industry 4.0, and the smart factory.
It is important to understand from the outset that Pharma 4.0 is not a single product or a series of products.
It is an operating model that runs from research to product development and all the way to commercial manufacturing. This initiative’s ideas were formed from the Industry 4.0 technological advancements, where pharma-specific additions were made at the operational and regulatory level.
The Pharma 4.0 digitalization tools enable a fully connected network structure and the elimination of decision silos.
They facilitate direct communication between different organization levels and guarantee complete transparency throughout the product lifecycle management circle. Moreover, the connectivity between various information systems, devices, and machines allows for a paperless, data-driven approach, identifying and solving different manufacturing problems.
Big data analytics are used to organize the business in a much more efficient way.
Interdisciplinary collaboration is now crucial. All SOPs (Standard Operating Procedures) are closely monitored through high-level automation between integrated equipment and processes. This guarantees an enhanced PQS (Pharmaceutical Quality System) and confidence in fact-based decision-making.
//Pharma 4.0 vs Traditional Pharmaceutical Manufacturing
Key Differences Between Pharma 4.0 & Traditional Pharmaceutical Manufacturing
Pharma 4.0 represents a significant shift from traditional pharmaceutical manufacturing by incorporating advanced digital technologies and principles of Industry 4.0. Here are the key differences between Pharma 4.0 and traditional pharmaceutical manufacturing:
Automation vs. Manual Processes
Traditional Manufacturing: In traditional pharmaceutical manufacturing, many processes are manual or semi-automated. This includes tasks such as mixing, filling, labeling, and packaging. Operators often perform these tasks based on predefined protocols, with a heavy reliance on human intervention.
Pharma 4.0: Automation is at the core of Pharma 4.0. Advanced robotics, AI-driven systems, and automated machinery handle production processes with minimal human intervention. This automation allows for more consistent and precise operations, reducing the risk of human error and increasing efficiency.
Paper-Based Documentation vs. Digital Data Management
Traditional Manufacturing: Documentation in traditional manufacturing is often paper-based, involving physical records of batch production, quality control tests, and compliance reports. This approach is time-consuming, prone to errors, and can lead to delays in product releases.
Pharma 4.0: Pharma 4.0 replaces paper-based documentation with digital data management systems. These systems automatically capture, store, and analyze data in real-time, enabling faster decision-making and more efficient regulatory compliance. Digital records are easier to audit and provide greater transparency.
Reactive Quality Control vs. Predictive Quality Assurance
Traditional Manufacturing: Quality control in traditional manufacturing is typically reactive. Products are tested at the end of the production process, and if a batch fails to meet quality standards, it is either reworked or discarded, leading to waste and inefficiencies.
Pharma 4.0: Pharma 4.0 introduces predictive quality assurance through real-time monitoring and data analytics. Sensors and AI systems continuously monitor production parameters, detecting potential issues before they impact product quality. This proactive approach minimizes waste, ensures consistent quality, reduces the likelihood of recalls and improves patient safety.
Isolated Systems vs. Interconnected Systems
Traditional Manufacturing: Production equipment and systems in traditional manufacturing are often isolated, with limited communication between them. Data is typically siloed, making it difficult to gain a holistic view of the manufacturing process.
Pharma 4.0: Pharma 4.0 leverages the IoT to create interconnected systems where equipment, sensors, and software communicate seamlessly. This integration enables a unified view of the entire production process, allowing for better coordination, optimization, and real-time decision-making.
In summary, Pharma 4.0 marks a paradigm shift from traditional pharmaceutical manufacturing by embracing digital transformation. It offers enhanced efficiency, flexibility, quality, and compliance, positioning the pharmaceutical industry to meet the challenges of modern healthcare, such as the demand for personalized medicine and the need for rapid, responsive production capabilities.
// Digital Maturity
Assessing Pharma 4.0 Readiness: Tools & Techniques
The Pharma 4.0 operating model is based on matching the industry 4.0 model with the FDA Digital Maturity Model.
Nevertheless, the biggest hurdle that most of the pharmaceutical companies face before realizing the Pharma 4.0 initiative is the digital maturity level of their organization.

As we can see in the industrial evolution diagram on the left, different technological advancements led to different corresponding revolutionary changes in the industrial world.
By projecting this categorization on today's pharma manufacturing world, one will find out that most of the companies' infrastructure is at an Industry 3.0 level.
In contrast, others have entire production lines running on Industry 2.0 equipment and processes (i.e., using manually produced, paper-based manufacturing records).
Another way of assessing the digital maturity of a manufacturing organization is by acknowledging which of the below structural areas are present:
- Computerization
- Connectivity
- Visibility
- Transparency
- Productivity
- Adaptability
Unless such an audit of structural areas takes place, it is impossible to design a realistic and effective strategy for achieving a successful Pharma 4.0 deployment.
The Importance Of Pharma 4.0: Why It Matters For The Industry
As previously mentioned, Pharma 4.0 is based on Industry 4.0 digital systems and communications.
All the Regulatory requirements must be added, and the process performance systems must be transformed into product quality monitoring systems.
The cloud-based IIoT (Industrial Internet of Things) technologies simultaneously control multiple processes and production plants while collecting more data.
The complete manufacturing environment can be monitored in real-time, configured automatically, and self-corrected through self-learning processes.
For example, by assuming high-level Pharma 4.0 readiness.
Once a packaging line is plugged into a line management system, it should be automatically qualified, validated, and ready to use in a GMP (Good Manufacturing Practices) environment.
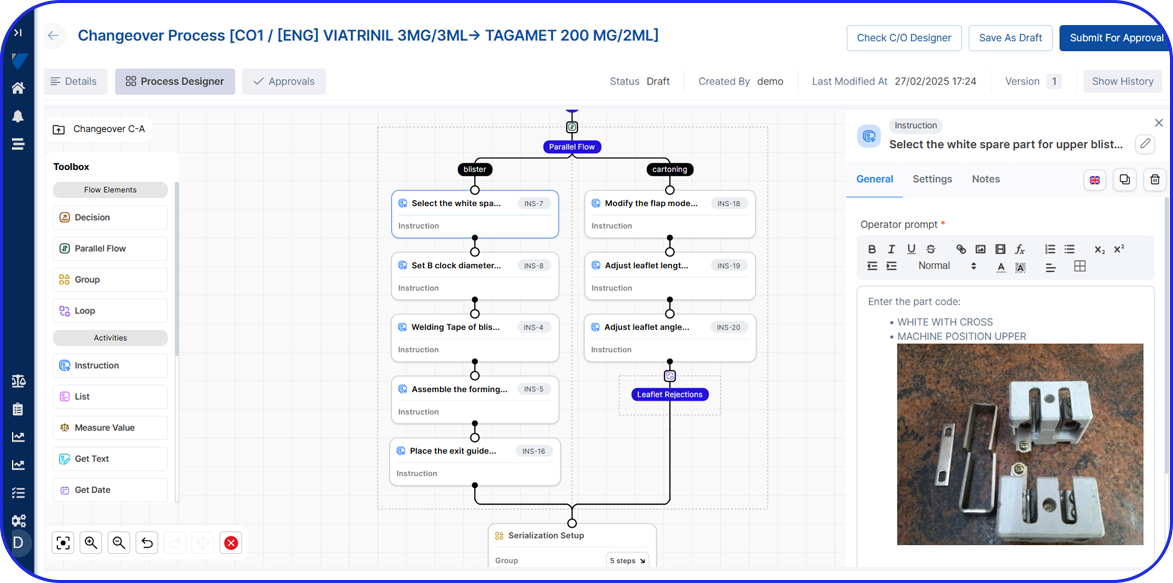
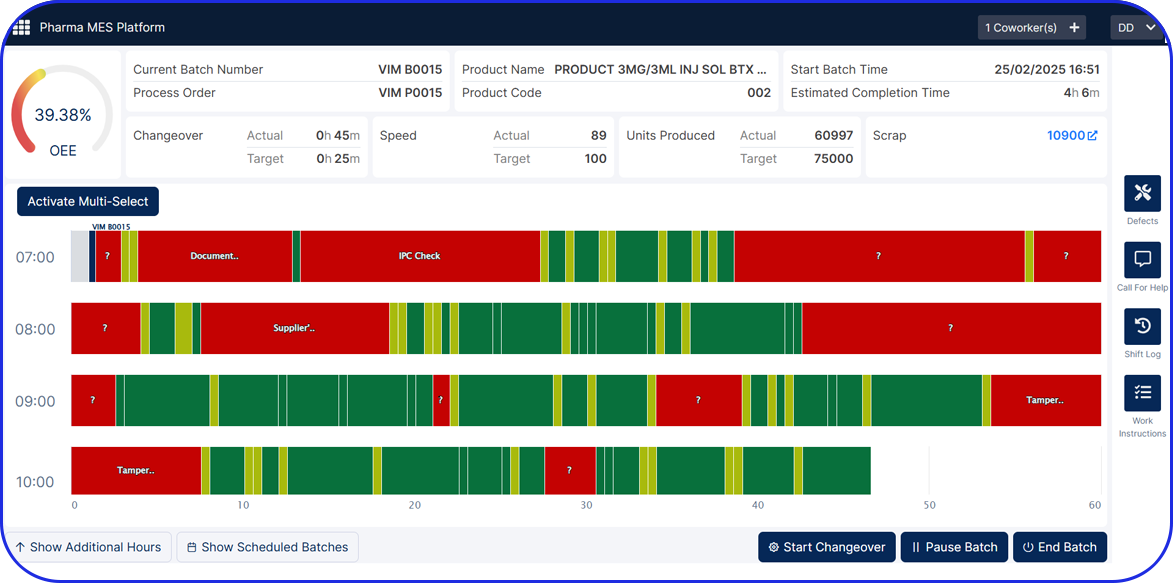
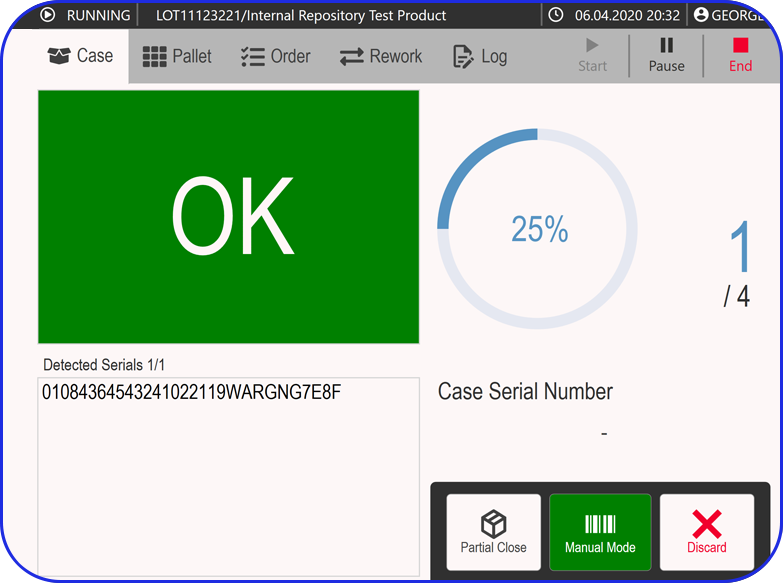
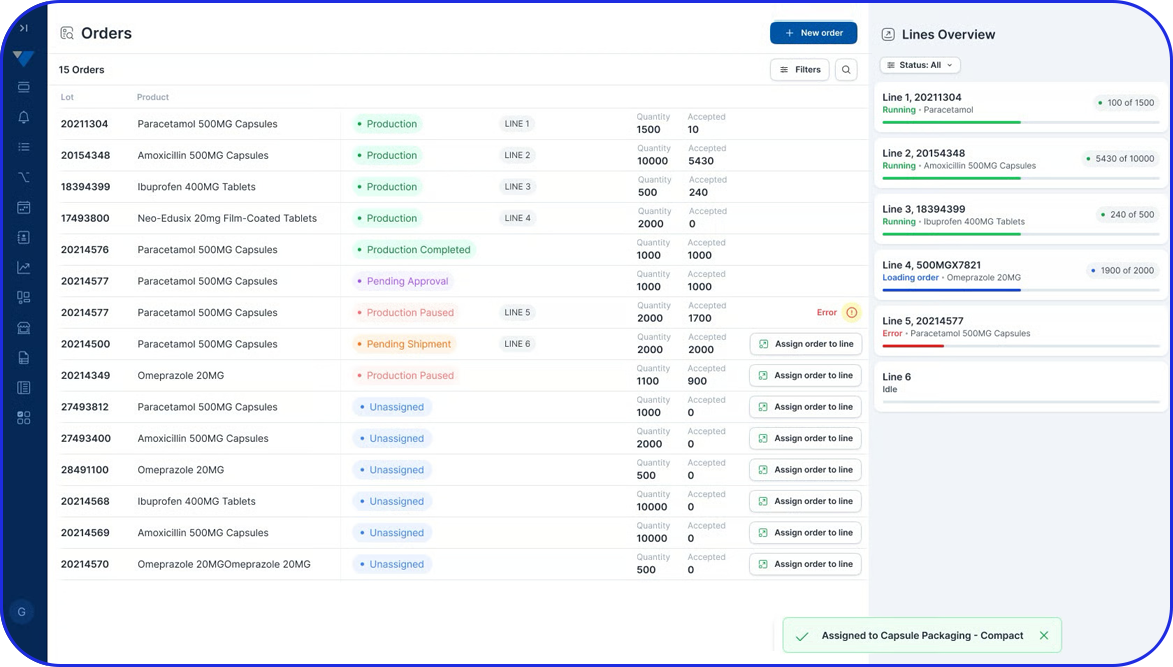
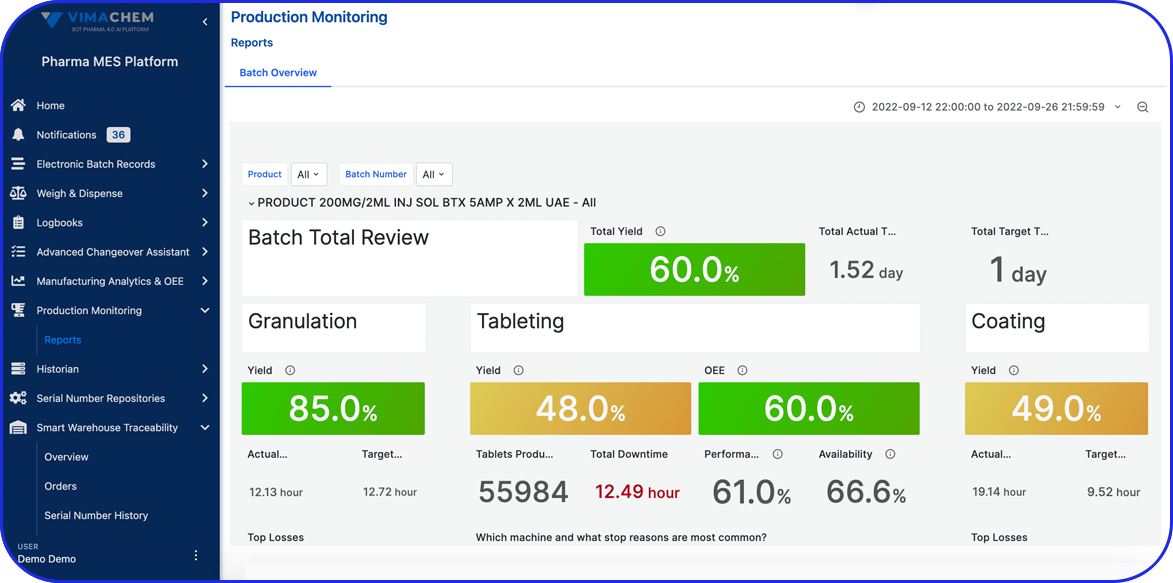
// Pharma 4.0 shop floor
An IIoT adaptive environment that monitors itself and controls itself.
// Why is this important?
Data Integrity By Design
One of the main concerns of a drug manufacturing plant is the warranty of data integrity and high-level production quality.
Failing to do so will lead to a breach of contractual obligations, legal complications, order delays, and an increase in manufacturing costs.
Therefore, data integrity has to be the cornerstone of the Pharma 4.0 systems design.
Data is tracked throughout the manufacturing process and is available to ensure high-quality standards.

All business processes should:
- Realize the ISPE Good Automated Manufacturing Practices (GAMP) Records and Data Integrity Guide (March '17)
- Be based on process flowcharts
- Provide data in diagrams, following the guidelines of the Global Audit Trail Standards
- Track data throughout the expected lifecycle, as instructed by the Regulatory Retention Time
Data is in the center of a Pharma 4.0 operating model.
It is continuously collected to provide real-time information that builds deep knowledge around the manufacturing process. It enables the implementation of a predictive control strategy.
So, it is evident that a Pharma 4.0 manufacturing strategy should include the following elements and enablers:
PQS elements:
- Process Performance & Product Quality Monitoring System
- Corrective Action / Preventive Action (CAPA) System
- Change Management
- Management Review
Enablers:
- Digital Maturity
- Data Integrity by Design
- Knowledge Management (KM)
- Quality Risk Management (QRM)
// Pharmaceutical Quality Excellence
Leveraging Digitalization & ICH Guidelines In Pharma 4.0
Up until now, the pharmaceutical world has been facing a series of quality issues:
--
The market was flooded with low-quality drugs, as there was no secure way of observing and rewarding quality.
--
Competition on quality transformed into competition on price.
--
Increased drug shortages, with quality issues accounting for around 65% of shortages.
Moreover, in September 2017, the FDA released new guidance on advancing emerging technologies and their application to achieve pharmaceutical innovation and modernization.
The Pharma 4.0 operating model combined these areas of concern by merging the Industry 4.0 digitalization with the quality management process.
This is stated by the International Council for Harmonisation, mainly in the ICH Q10 guideline, concerning PQS.
For example, by assuming high-level Pharma 4.0 readiness,
once a packaging line is plugged into a line management system, it should be automatically qualified, validated, and ready to use in a GMP (Good Manufacturing Practices) environment.
Regulation for Pharma Quality leads to Quality by Design
However, we should note that a series of other ICH guidelines are also implemented by the Pharma 4.0 initiative:
- ICH Q8 (R2) Pharmaceutical development
- ICH Q9 Quality risk management
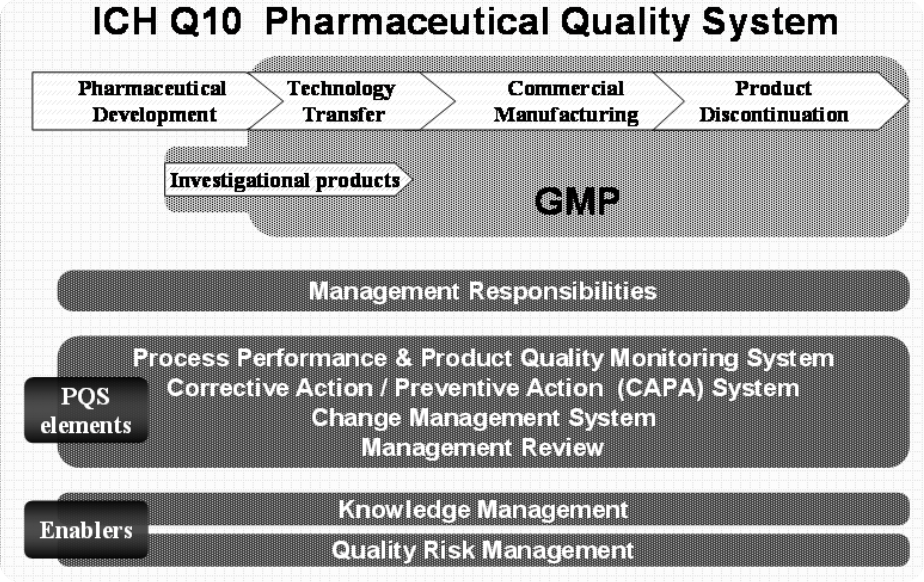
- ICH Q10 Pharmaceutical quality system
- ICH Q11 Development and manufacture of drug substances
- ICH Q12 Technical and regulatory considerations for pharmaceutical product lifecycle management
Below is an official diagram of the ICH Q10 Pharmaceutical Quality System model.
One can observe the connections between the drug commercial manufacturing lifecycle and the previously mentioned PQS elements and enablers.
// Why is it essential in Pharma 4.0 realization?
The Role Of The Holistic Control Strategy In Pharma 4.0
For many years, pharmaceutical companies' research and production information have been isolated in "digital islands".
There was no overarching concept behind the system’s design. Data use for process optimization was limited to a local level. Finding solutions to manufacturing problems was time-consuming and inefficient. One had to navigate into different systems and manually connect relevant information. Nevertheless, without recorded, detailed, and automatically integrated knowledge of the control strategy processes, and organization of the data flow and data lifecycle cannot be made. The “data by design” principle cannot be implemented.
Shop Floor Process > Cloud Manufacturing App > Real-time Production Data > Process Optimization
It was decided that an end-to-end “Holistic Control Strategy” should be in place to realize the Pharma 4.0 initiative and achieve Pharmaceutical Quality Systems (PQS / ICH) Digitalization.
// Definition
What Is The Holistic Control Strategy?
A planned set of controls derived from current product and process understanding that assures process performance and product quality. The controls can include parameters and attributes related to drug substance and drug product materials and components, facility and equipment operating conditions, process controls, finished product specifications, and the associated methods and frequency of monitoring and control.Such a strategy follows a product from Research through Development, Tech Transfer, and Commercial manufacturing. It enables control and holistic lifecycle management, providing synergy between digital automation and guidelines. It enhances the quality manufacturing focus, where QTTPs (Quality Target Product Profiles) are required for all products. Now, the information from machines and components is readily available without navigating different systems or searching into piles of paper-based records. The operators' comments can be automatically logged, making the continuous improvement process easy to implement
Holistic Production Control: From ICH Q10 To Pharma 4.0
This end-to-end manufacturing control strategy plays a crucial role in ensuring that the CQAs (Critical Quality Attributes) are met and QTTPs realized.
It ensures plug-in compatibility is achieved, and paperless data integrity is guaranteed.
A more simplified methodology to implement a Holistic Control strategy would have the following steps:
- Process maps
- Process data maps
- Critical thinking
- Optimized data flow
And since data integrity and automatic validation are at the core of Pharma 4.0, below is a complete diagram depicting all the various data and process flows needed.
Figure 5: Three-stage Pharma 4.0 process validation

Source: ISPE Biotech Special Interest Group
// Summarizing
Pharma 4.0 Summary: Key Takeaways For Industry Leaders
From the above discussion, it should be clear that Pharma 4.0 is a strategic choice for leveraging emerging digital technologies.
The gains from the shift in mentality and the requested investments can be summarized in the following points:
Holistic Control Strategy
- Deploying digitalization and automatic validation can guarantee the satisfaction of ICH Q10 PQS guidelines
- Knowledge management and Quality Risk Management are at the heart of a continuously monitored manufacturing process
- Risk levels are decreased, quality levels are increased, and time to market is reduced
- Interconnectivity and silos breaking allows for better management of complex supply chain issues
Manufacturing Optimization
- Implementation of a Pharma Lean Six Sigma Quality philosophy to maximize performance
- Streamlined digital workflows can save time and money wasted on ineffective production loops, poor communication, and delayed decision making
- Manufacturing costs reduction, due to minimized deviation from drug recipes, order schedules, and other contractual obligations
Complexity Management
- Data is safely recorded and can be translated into Knowledge and Wisdom for trouble-shooting and future use
- Artificial intelligence (AI) driven decisions guarantee a higher level of GMP application
- Machine Learning (ML) functionalities allow for predictive analytics, bottlenecks removal, and smarter maintenance
Workforce Benefits
- Better working conditions will lead to better decisions and higher overall performance
- The close manufacturing process monitoring will reduce insecurity and everyday stress
- Elimination of paper-based records will make better use of the workers' time
- A higher level of engagement can drive innovative thinking
- Recorded personal performance data can be used for more effective people management
Given all these multi-level benefits, the shift to a Pharma 4.0 operating model should be a straightforward decision for a life sciences company.
However, many things need to change (from people’s mentality to infrastructure and processes) to reach the highest manufacturing performance levels and quality. In the following paragraphs, we will explain and give you examples of how you can safely make this transition.