What Is MES (Manufacturing Execution System)?
What Is MES (Manufacturing Execution System)?
Manufacturing Execution System Definition
A Manufacturing Execution System (MES) is a software-based solution designed to enhance manufacturing processes on the shop floor.
MES platforms provide an array of capabilities that monitor, track, document, and control the entire production lifecycle.
Today, cloud-based, AI-powered Manufacturing Execution Systems automate quality control and increase uptime, streamlining procedures and strategically optimizing all resources and costs.
A Manufacturing Execution System (MES) offers diverse tools and insightful data to increase operational efficiency.
What does a Manufacturing Execution System do?
MES systems monitor and control the entire production process, contributing to information-driven decisions from the plant floor to the executive leadership team.
They help coordinate processes and provide visibility into all critical functions, such as production control and monitoring, equipment and asset health, automated procedures, and quality control.
How does a Manufacturing Execution System work?
By delivering real-time analytics, MES systems enable better decision-making and foster continuous improvements.
Modern cloud-based MESs contribute to higher uptime and visibility, while IIoT capabilities further enhance operations with massive data-gathering and data-sharing opportunities – for all companies big and small.
In strictly regulated industries like pharmaceuticals and biotechnology, intelligent MES platforms ensure regulatory compliance and adequately document procedures.
In this way, the risk of recall is considerably minimized, while traceability is maintained if a need arises.
But, there are many more benefits to using a Manufacturing Execution System for any company involved in production.
Top benefits of MES in Manufacturing Operations
Here’s how MES can help you leverage your business, no matter its size.
1. Improved efficiency & reduced waste
An MES provides real-time data, promptly identifying any deviations and inefficiencies on the shop floor. If a problem arises, processes can be quickly halted, and any issues can be swiftly repaired.
This translates to enhanced quality control and a significant reduction in waste, excess production, and the need to rework.
2. Increased uptime
Manufacturing Execution Systems create realistic production schedules by balancing personnel, materials, and equipment resources.
For example, MES systems track inventory and streamline processes, avoiding interruptions due to raw material deficiencies or parts in transit.
Moreover, integrating data from machines with an MES maximizes product flow and asset utilization, leading to increased uptime and improved OEE (Overall Equipment Effectiveness).
3. Paperless shop floor
MES platforms perform recordkeeping in real-time directly from the shop floor. By eliminating the need for paper reports and logbooks, organizations can collect accurate data to evaluate business models and forecast prices.
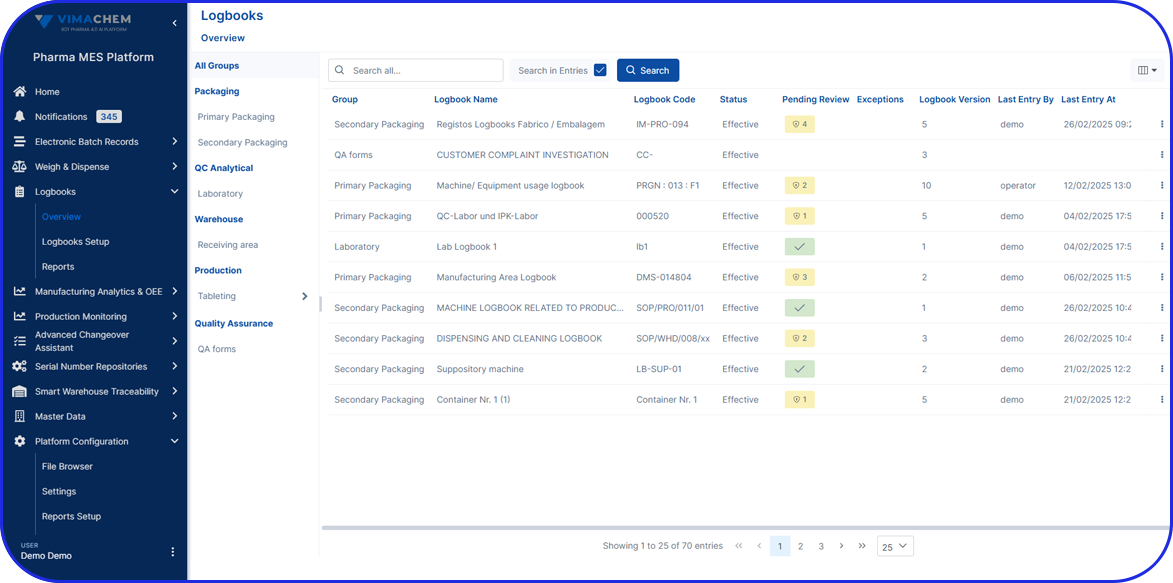
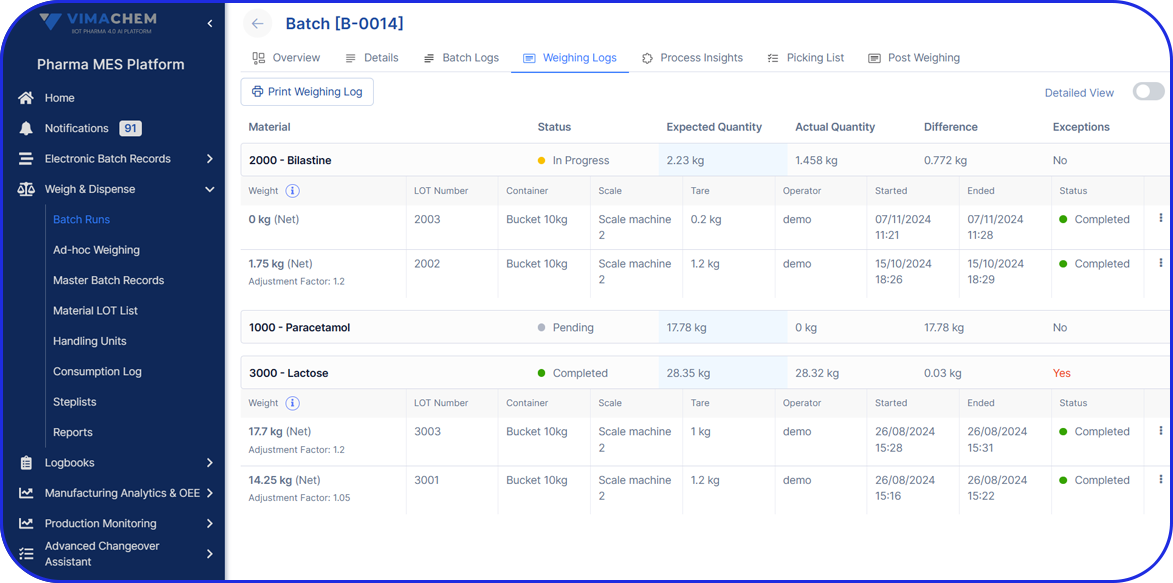
Paperless shop floor models provide instant access to data across all integrated systems, supporting real-time and informed decision-making. The Electronic Batch Record helps streamline production and reduce quality defects, Weigh & Dispense Systems help guide operators and reduce human error while streamlining dispensing activities and Electronic Logbooks maximizes data integrity, and enables real-time monitoring of all production, cleaning, maintenance, breakdowns, or calibration events – ensuring organizations are compliant and efficient.
4. Optimized inventory
An Intelligent MES continuously updates inventory records, including data on new production, on scrap, and on non-conforming materials.
Such instantaneous information allows purchasing, shipping, and scheduling departments to know the exact material available. Just-in-Case (JIC) and Work-in-Process (WIP) inventory is reduced, adding to further savings on transportation, storage, and inventory management costs.
5. Improved product tracking and genealogy
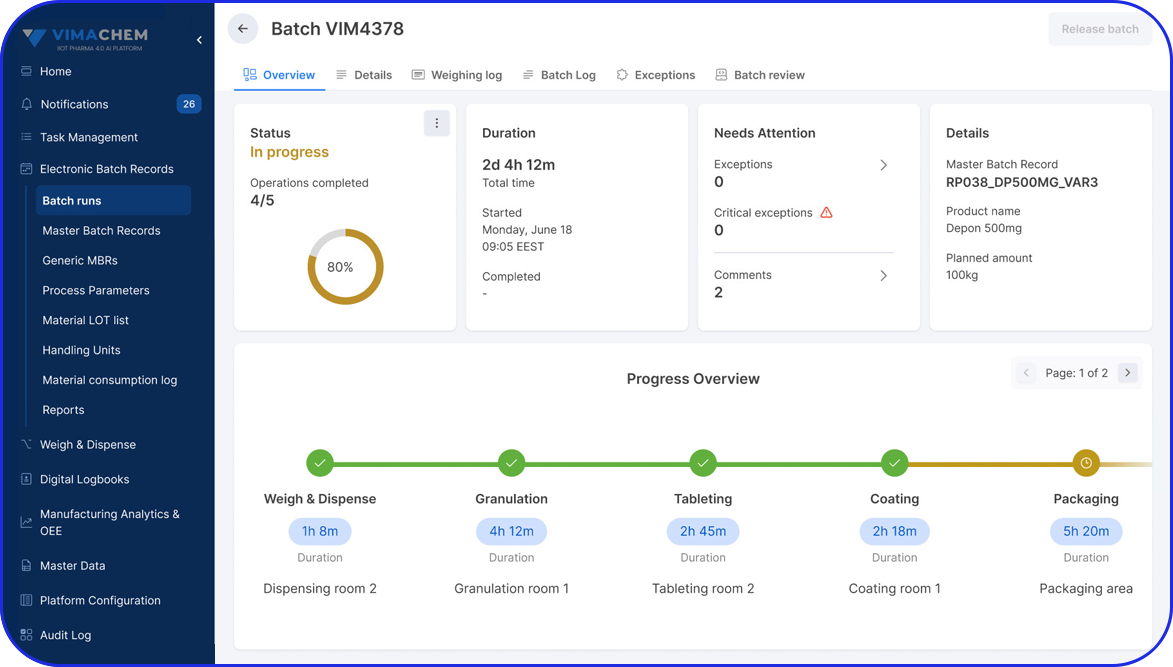
An MES tracks the entire production cycle, from start to finish, associating finished goods or batches with their respective manufacturing data.
These comprehensive tracking capabilities enhance regulatory compliance, particularly for manufacturers subject to stringent government or industry regulations.
6. Improved quality control
A Manufacturing Execution System documents all quality standards and specifications established for every product, offering clear assessment standards.
It also performs scheduled quality inspections at specific stages, preventing defective products from advancing through the production line. And when a quality issue is detected, AI Manufacturing Execution Systems assist humans to identify and correct the root cause.
In fact, the system’s detailed reporting capabilities facilitate quality management at all organizational levels.
7. Reduced overall costs
Streamlining production using an MES helps lower manufacturing costs related to:
- Staff and shifts
- Inventory
- Release times
- Batch failures
- Tracing errors
- Operator errors
- Efficiency analyses
- Waste
- Compliance
- Miscommunications
Plus, all kinds of industry-specific expenses along the way.
MES Integration: Enhancing Connectivity Across Manufacturing Systems
Advanced MES platforms integrate with other software involved in manufacturing, thereby enhancing data integrity and end-to-end knowledge transfer.
MES integration with ERP (Enterprise Resource Planning)
An MES ERP integration facilitates data sharing containing vital information on quantities, part numbers, or shipping. Hence, it helps improve demand forecasting, inventory management, and order fulfillment.
MES integration with APS (Advanced Planning & Scheduling)
MES APS integrations combine real-time process tracking and management with production planning and scheduling. This unified approach strengthens performance, operational efficiency, and enterprise management.
MES integration with LIMS (Laboratory Information Management System)
MES LIMS integrations are widely used in biotech, pharmaceutical, agricultural, and manufacturing (material testing) industries.
MES integration with CMMS (Computerized Maintenance Management System)
MES CMMS integration provides a unified platform for real-time process monitoring, equipment maintenance, and asset management. By combining production data with maintenance records, businesses can optimize equipment performance, minimize downtime, and improve overall operational efficiency.
This sophisticated combination facilitates digital product (and data) processing so that manufacturing and laboratory operations can work together seamlessly and in real-time.
For example, a MES LIMS approach assists labs in meeting data management requirements while enabling statistical analyses on huge amounts of data.
Digitize your pharma manufacturing with Vimachem's MES!
Core Functions of MES Systems
The core MES features are set by MESA International™ (Manufacturing Enterprise Solutions Association). This is a non-profit organization that brings together manufacturers and solution providers in order to develop common approaches and terminology for Manufacturing Execution Systems.
According to the framework established by mesa.org the core capabilities and functions of MES systems include:
Operations Management
An operations management functionality sets precise delivery predictions by considering plant constraints such as materials, machinery, labor, etc. This allows the entire staff to be on the same page for production orders and routing.
Resource Management
Guides and tracks the utilization of all assets (people, machines, tools, materials), providing real-time status and detailed history. Managing these resources ensures that everything is set up right to meet operational scheduling goals.
Dispatching Production Unit
Manages material routing and directs production workflows according to production plans. It orchestrates WIP by adjusting schedules and plans in real-time and controls the bidirectional flow of production data between the ERP and the production floor.
Performance Analysis
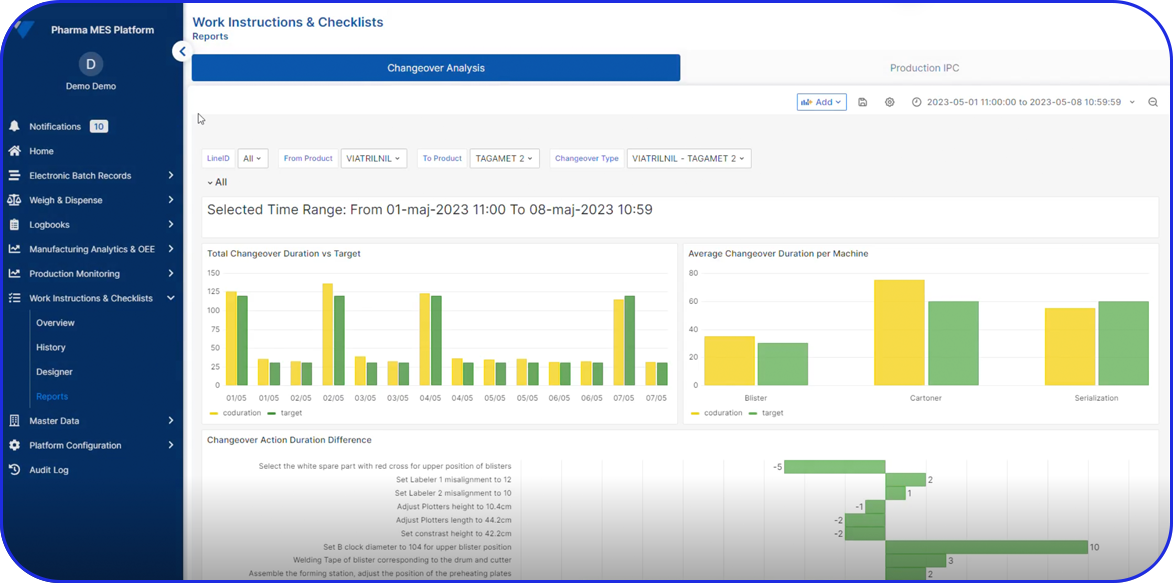
Compares actual manufacturing results to goals and metrics, consolidates data, and calculates KPIs. It presents an in-depth report of current production processes, pinpointing areas for improvement.
Maintenance Management
Plans and executes maintenance activities to ensure optimal equipment performance, keeping a detailed record of all issues. Based on this historical data, it diagnoses problems and logs alarms for immediate failures, thus reducing downtime and production interruptions.
Process Management
Directs workflow and operational sequencing based on production plans and actual activities, automating corrections or supporting decision-makers for in-process improvements. It also tracks processes between operations and provides full production traceability.
Data Collection/Acquisition
Gathers, monitors, and organizes comprehensive data (including data from machine processes, staff operations, materials, and quality control). This data is automatically entered into the appropriate forms and records of the production unit – easily retrieved when needed.
Product Tacking & Genealogy
Monitors the progress of units and batches, providing traceability of a product’s history, components, and production process. This is a core function for manufacturers that must adhere to government or industry regulations.
Labor Management
Tracks and manages the activity of operations personnel on a shift-level, based on qualifications, work patterns, and business needs, as well as other components such as resource allocation, authorizations, tool room work, etc.
The aim is to analyze labor-related processes and eventually optimize cost, efficiency, and well-being, so that the right people are always at the right place – every step of the way.
Document Control
Provides an easy way for operators to access vital documents and quickly find specific information on each document.
Thanks to document control, certifications, compliance, regulations, ISO information, instructions, drawings, and notes are always a few clicks away.
Quality Management
Records, tracks, and analyzes product and process characteristics to ensure quality control – including quality deviations and exceptions. By providing real-time measurement analyses, it can identify issues, make recommendations on fixing them, and determine the cause.
Some of the best Manufacturing Executions Systems available today have integrated Quality Management functions. Alternatively, a third-party software can be used.
Undoubtedly, depending on the niche, different manufacturers have different requirements. They may need to manage product variations, ensure traceability of parts used, or follow strict regulatory compliance guidelines.
For instance, in the life science industry, cloud-based Manufacturing Executions Systems are indispensable tools for biotech companies and Pharma 4.0 manufacturing.
MES Systems Examples: How Different Industries Use MES
Manufacturing Execution Systems (MES) are widely used across various industries to streamline production, improve efficiency, and ensure regulatory compliance. Here are some real-world applications of MES in different sectors:
1. Pharmaceutical & Biotech
Pharma and biotech companies rely on MES to ensure regulatory compliance, batch tracking, and real-time quality control. For example, in biopharmaceutical production, MES helps manage complex processes like cell culture monitoring and gene therapy manufacturing.
2. Automotive Manufacturing
MES optimizes assembly line operations, inventory tracking, and predictive maintenance in the automotive industry. It ensures that every component meets quality standards before moving to the next stage.
3. Food & Beverage Production
In food manufacturing, MES is used for recipe management, traceability, and regulatory compliance to maintain product safety and consistency. It helps companies track ingredients from sourcing to final packaging.
4. Electronics & Semiconductor Manufacturing
For electronics production, MES manages real-time production tracking, defect detection, and supply chain integration, ensuring high-precision manufacturing with minimal waste.
5. Aerospace & Defense
MES systems in aerospace manufacturing support stringent quality assurance, documentation control, and compliance tracking, making sure every part meets regulatory and safety standards.
MES systems adapt to the unique requirements of each industry, providing tailored solutions to enhance efficiency and operational excellence.
Why do we need a MES in Biotech?
Manufacturing Execution Systems (MES) play a crucial role in the life sciences industry, helping biotech and pharmaceutical companies optimize operations, reduce risks, and improve product quality.
In fact, a cloud-based AI MES is a fundamental component of Pharma 4.0, but its benefits extend even further.
According to recent statistics, the pharmaceutical industry is the second-largest end-user industry in the MES market globally.
Overall, the MES in life sciences market size was estimated at USD 2.77 billion last year, expected to grow at a CAGR of 12.2% until 2030.
Key Benefits of MES for Biotech & Pharma
Accelerates Time to Market
MES streamlines production processes, reducing delays and enabling faster delivery of life-saving treatments.
Enables Full Digitization
By eliminating paper-based workflows, MES ensures a seamless digital transformation across manufacturing operations.
Supports Remote Operations & End-to-End Visibility
With real-time data access, teams can monitor and manage production remotely, improving efficiency and decision-making.
Ensures Compliance & Patient Safety
MES helps manufacturers meet stringent regulatory requirements while maintaining the highest quality standards for patient safety.
Accelerates Time to Market
By automating manual processes, reducing batch release times, and enabling faster decision-making, MES accelerates the journey from development to commercial production.
Enables Full Digitization
Replaces paper-based processes with electronic workflows and batch records, laying the foundation for a fully digital manufacturing environment.
Enables Remote Operations & End-to-End Visibility
MES supports remote monitoring, review, and decision-making—giving teams global visibility across manufacturing operations, anytime and anywhere.
Ensures Compliance & Patient Safety
Enforces GMP standards, ensures data integrity, and provides complete audit trails to protect both regulatory compliance and product quality.
Enhances Compliance & Data Integrity
Supports ALCOA+ principles and delivers comprehensive electronic batch records to meet the rigorous standards of regulatory agencies like the FDA and EMA.
Delivers Real-Time Visibility & Traceability
Tracks materials, equipment, and personnel activities across the full production lifecycle, enabling proactive monitoring and faster responses to deviations.
Improves Operational Efficiency
Eliminates delays, manual data entry, and rework by streamlining production workflows and automating repetitive tasks.
Reduces Batch Release Times
Digital review-by-exception processes enable faster QA approvals and release cycles, helping products reach patients sooner.
Minimizes Human Error
Automated data capture, guided workflows, and system validations reduce the risk of operator mistakes and deviations.
Enables Faster Technology Transfer & Scalability
Standardizes processes across sites and products, making it easier to scale manufacturing from clinical to commercial phases.
Strengthens Supply Chain Integration
Seamlessly integrates with ERP, LIMS, and QMS systems to improve coordination across planning, procurement, and quality functions.
Improves Product & Process Quality
Enables continuous process monitoring and real-time quality checks, driving more consistent batches and higher product standards
The Vimachem Pharma MES platform utilizes AI and IIoT capabilities to provide pharmaceutical and biotech companies with intelligent, modular solutions for Manufacturing Operations Management.
Designed specifically for life sciences, the Vimachem Pharma MES empowers organizations to scale rapidly and adapt with greater flexibility. If you’re looking for an MES that’s quick to implement, user-friendly for your team, easy to maintain, and seamlessly integrates with your existing systems, simply request a demo today.
// Want to learn more?
Contact us
Ready To Augment Your Shop Floor Operations?
Ready To Augment Your Shop Floor Operations?
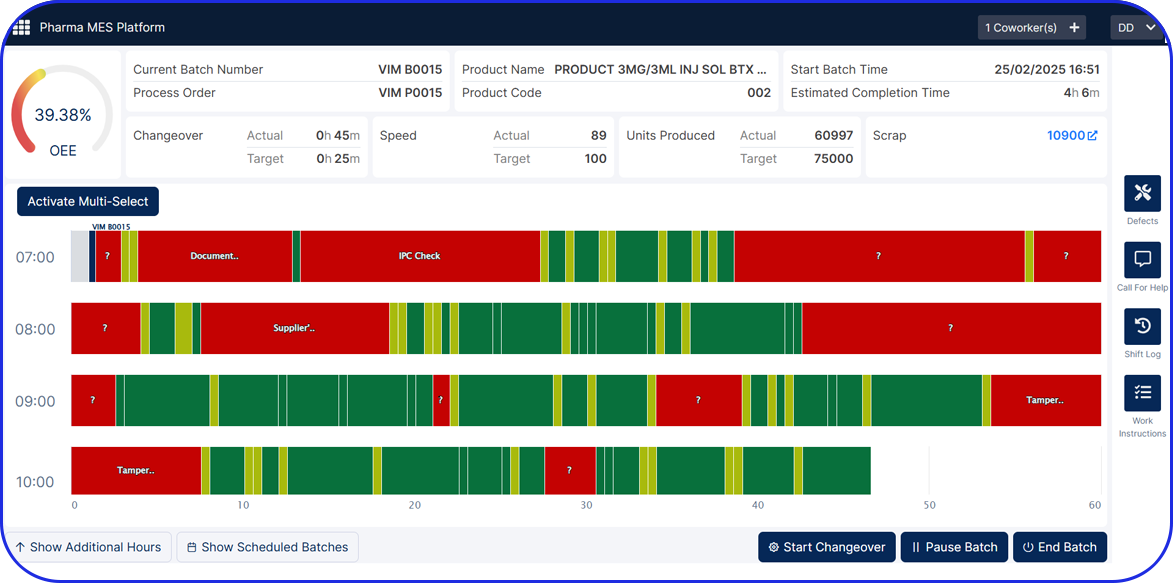
Vimachem Manufacturing Analytics - OEE
The Manufacturing Analytics – OEE module is an intelligent Pharma OEE Cloud solution that allows you to collect, store and visualize data across your site / enterprise and apply AI algorithms to optimize production efficiency and product quality.